Repeated measurements of various tools have yielded previously unimagined insights for the tool manufacturer Hufschmied. Dr. Fuentes reports: “For example, we had been measuring the surfaces on the shanks of milling tools using a probe. Despite optimal values for surface roughness Ra, there were repeatedly tools that were pulled out of the hydro-expansion or shrink-fit chucks due to cutting forces. We then measured these visually and arrived at astonishing results.”
The tool manufacturers discovered that the measurement results from probing are highly direction-dependent. This applies primarily to the tool shanks and the resulting transferable clamping forces. Furthermore, as Dr. Fuentes explains, the measurement results obtained by probing are not always comparable with one another and cannot be consistently used to assess roughness. “There are significant differences in tool behavior, even though the averaged and measured roughness depths Rz of several tools match.
Based on our experience, we can only adequately assess the relationships between roughness depths and surface behavior in terms of clamping forces and transmissible torques in detail using optical measurement methods and ZOLLER’s »mμFocus« inspection systems.”
Far-reaching benefits
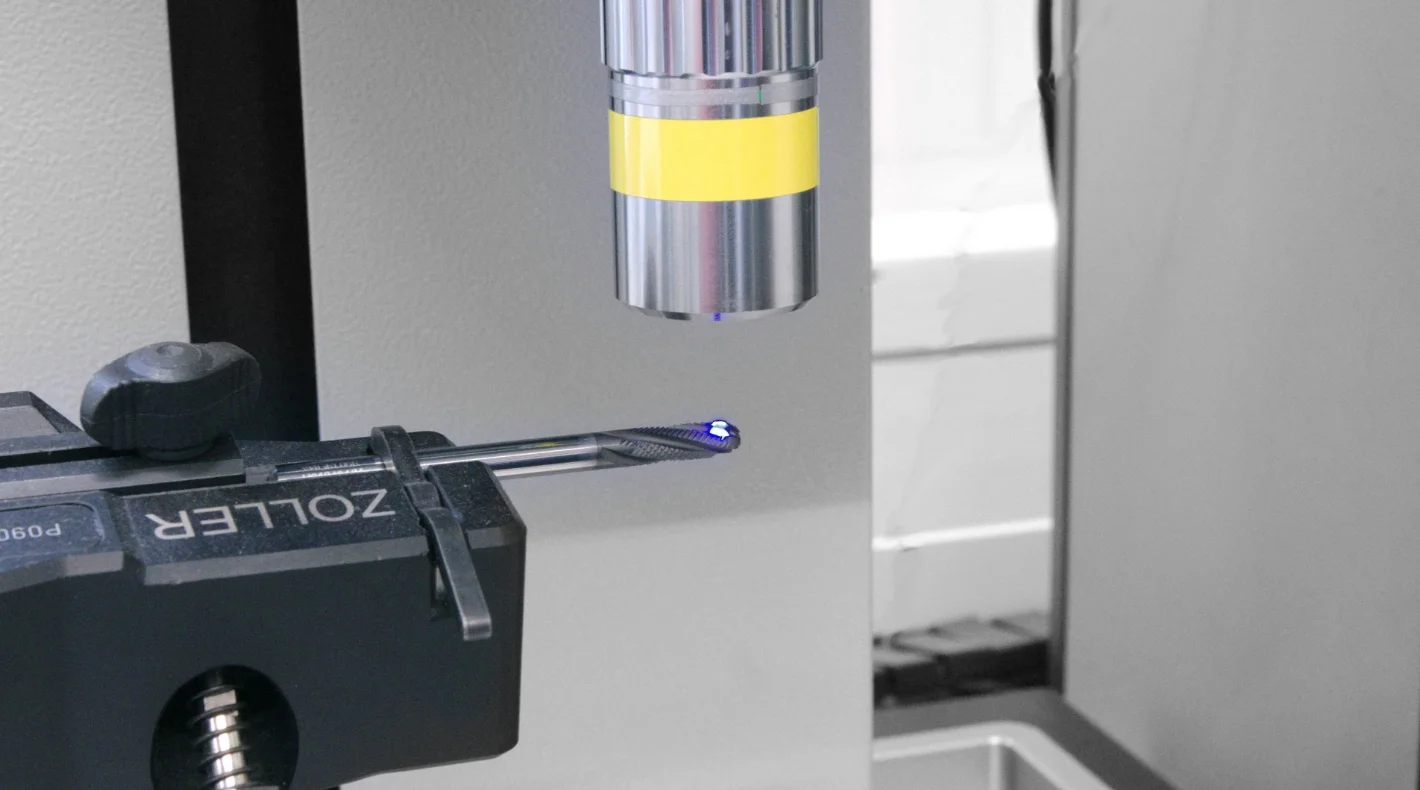
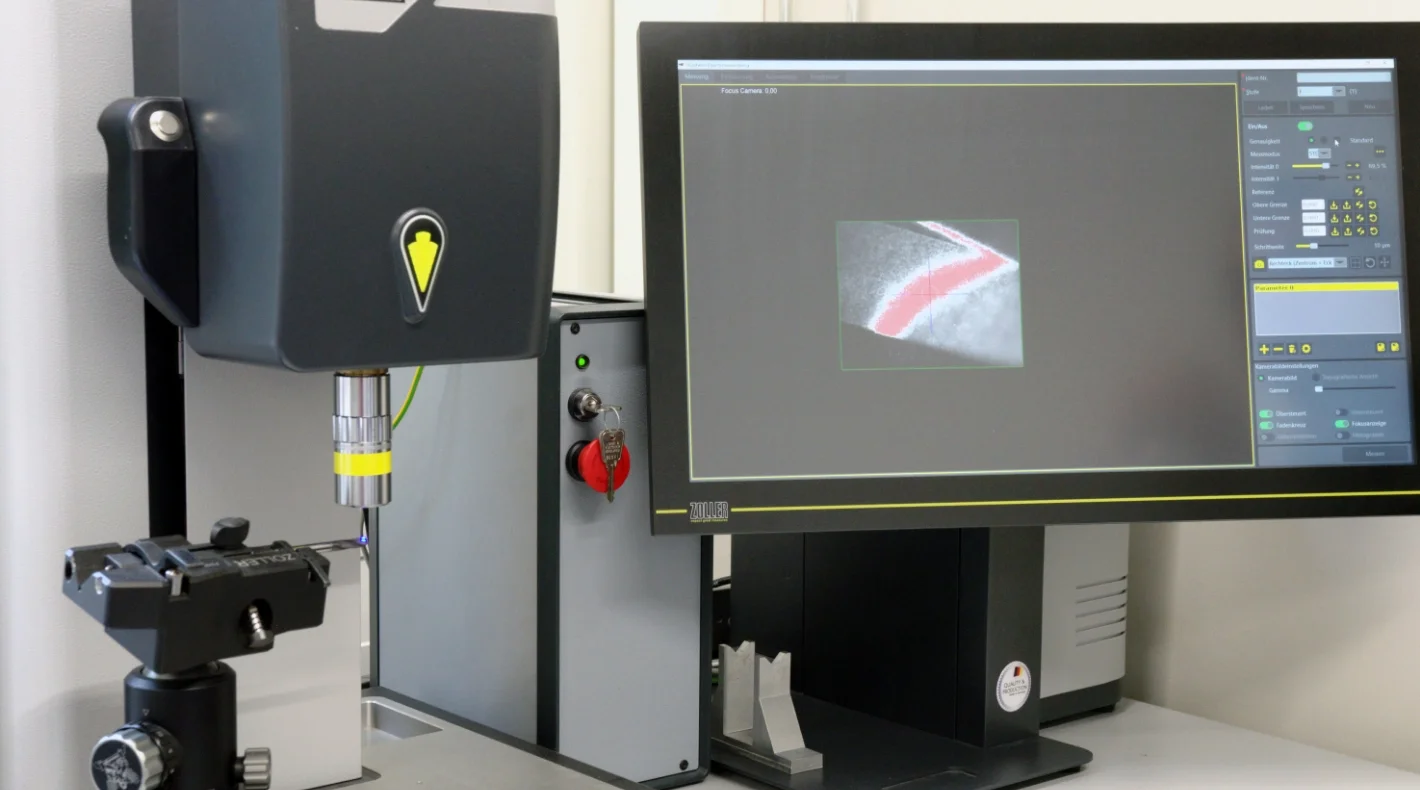
Optical measurement with the »mμFocus« inspection system from ZOLLER provides specialists at tool manufacturer Hufschmied with unprecedented insights into the properties of tool surfaces. For the first time, it is possible to measure and assess roughness over an entire surface, not just along a single line and in a single direction, as is the case with contact measurement. The »mμFocus« inspection system uses a light beam to capture an area measuring 1.0 x 0.8 mm at a resolution of 1.3 million pixels. The image of the surface on the color screen displays the height profile at a resolution of 0.3 μm using different colors. This allows the operator to assess the captured and measured surface holistically. This yields insights not previously anticipated. For example, on some surfaces, such as the tool shank, a clear directional orientation of the roughness can be identified. “This may be caused by the grinding of the tools,” reports Dr.-Ing. Fuentes.
Similar results are also obtained with coated tools using the optical, microscopic measurement method. While the commonly measured arithmetic mean roughness value Ra is uniform across the coating, significant differences are visible in the surfaces measured using the »mμFocus« inspection device. This pertains, on the one hand, to the nature of the height structures and, on the other hand, to the roughness depths. Little is currently known about the actual geometric properties of specially coated tools. Furthermore, microgeometries can only be assessed in general terms using conventional measurement methods. In contrast, the innovative optical measurement method using »mμFocus« inspection devices opens up significant opportunities for assessing surfaces with much greater precision and detail.










 Back to overview
Back to overview