Las mediciones repetidas de diferentes herramientas han resultado en conocimientos hasta ahora insospechados para los Fabricantes de herramientas Hufschmied. El Dr. Fuentes comenta al respecto: «Por ejemplo, en el caso de las herramientas de fresado, medimos las superficies del vástago mediante palpado. A pesar de los valores óptimos para la rugosidad Ra, siempre había herramientas que se salían del mandril hidráulico o del portaherramientas térmico debido a las fuerzas de corte. Entonces las medimos ópticamente y obtuvimos resultados sorprendentes».
Así, los fabricantes de herramientas descubrieron que los resultados de las mediciones por palpado dependen en gran medida de la dirección. Esto afecta sobre todo a los vástagos de las herramientas y a las fuerzas de sujeción transferibles resultantes. Además, como explica el Dr. Ing. Fuentes, los resultados de medición por palpado no siempre son comparables entre sí y no siempre se pueden utilizar para evaluar la rugosidad. «Existen diferencias significativas en el comportamiento de las herramientas, a pesar de que las rugosidades medias y medidas Rz de varias herramientas tengan conformidad.
Según nuestra experiencia, los métodos de medición ópticos y los equipos de inspección »mμFocus« de ZOLLER son suficientes para evaluar en detalle la relación entre las rugosidades y el comportamiento de las superficies en cuanto a fuerzas de sujeción y pares de apriete.
Amplios beneficios
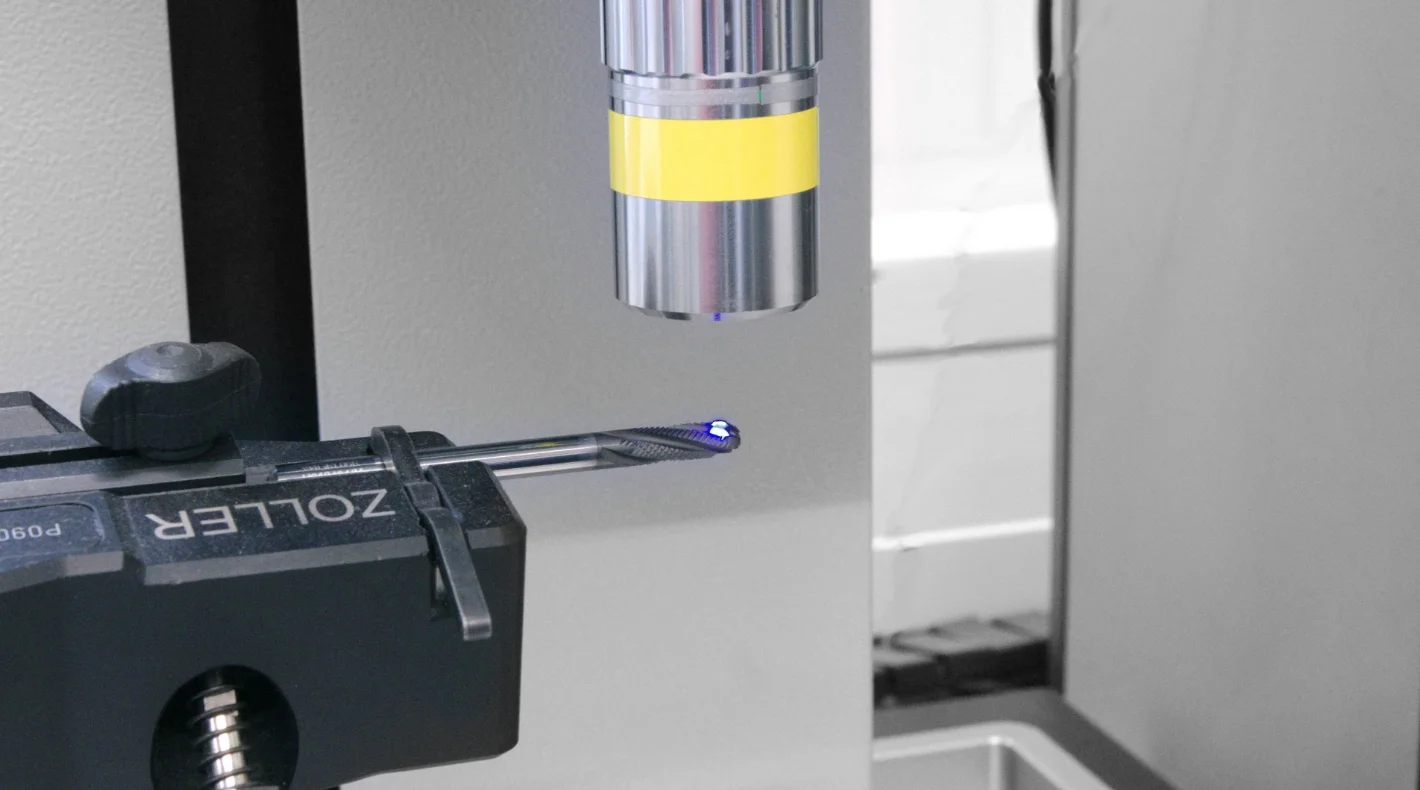
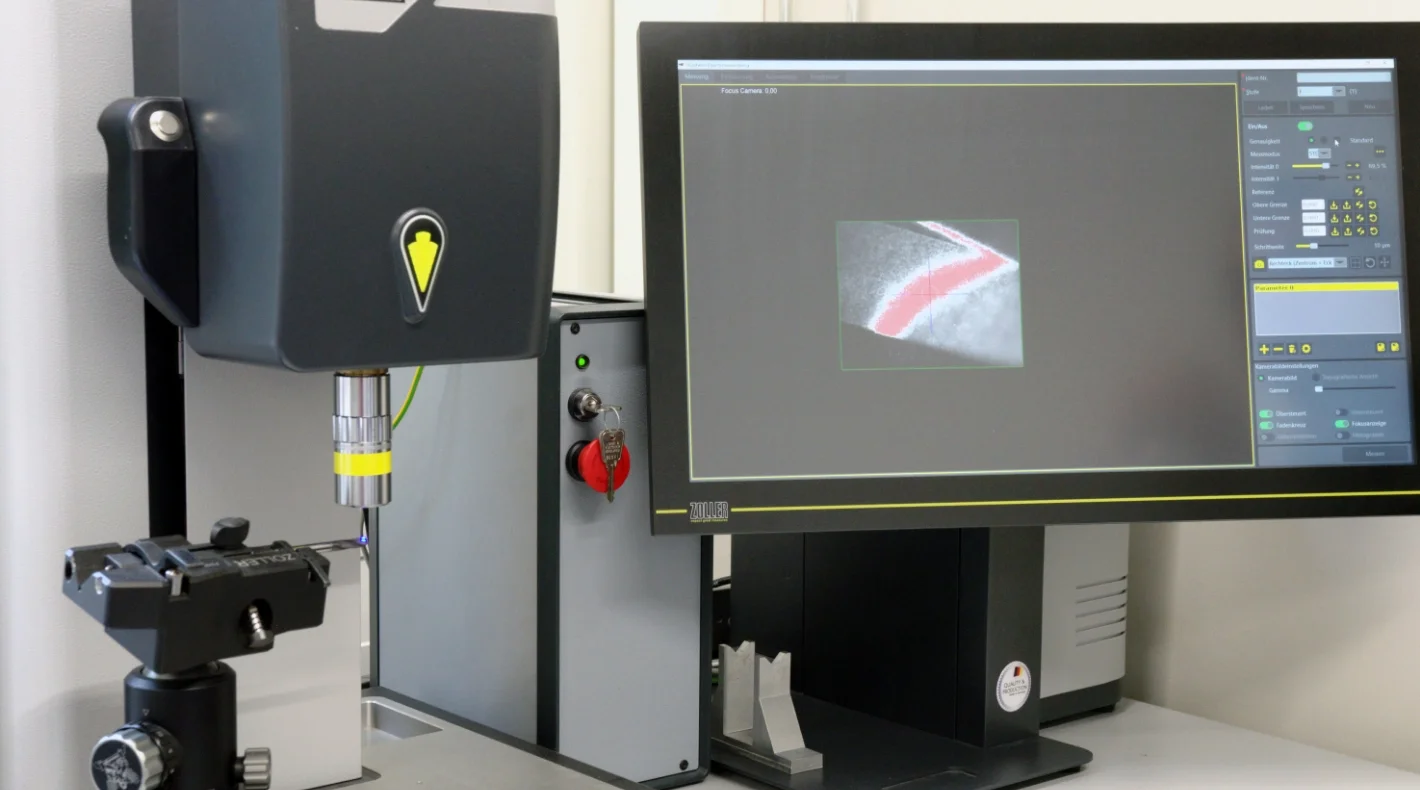
La medición óptica con el dispositivo de inspección »mμFocus« de ZOLLER ofrece a los especialistas del fabricante de herramientas Hufschmied una visión sin precedentes de las propiedades de las superficies de las herramientas. Por primera vez, es posible medir y evaluar la rugosidad en la superficie, y no solo en una línea y en una dirección, como ocurre con la medición por palpado. El dispositivo de inspección »mμFocus« registra con un haz de luz una superficie de 1,0 x 0,8 mm con una resolución de 1,3 millones de píxeles. La imagen de la superficie en la pantalla a color muestra la estructura de altura con una resolución de 0,3 μm en diferentes colores. De este modo, el operador puede evaluar la superficie capturada y medida de forma integral. Esto da lugar a conocimientos hasta ahora inesperados. Por ejemplo, en algunas superficies, como el vástago de la herramienta o el mango de la herramienta, se puede observar una clara orientación direccional de la rugosidad. Esto puede deberse al rectificado de las herramientas», informa el Dr. Ing. Fuentes.
El procedimiento de medición óptico y microscópico también ofrece resultados similares en herramientas recubiertas. Si el valor aritmético medio de rugosidad Ra medido habitualmente es el mismo en todo el recubrimiento, se observan diferencias significativas en las superficies medidas con el dispositivo de inspección »mμFocus«. Esto afecta, por un lado, a la naturaleza de las estructuras de altura y, por otro, a las profundidades de rugosidad. Hasta ahora se sabe poco sobre las propiedades geométricas reales de las herramientas con recubrimientos especiales. Además, con los métodos de medición habituales, las microgeometrías solo pueden evaluarse de forma general. Por el contrario, el innovador método óptico con los dispositivos de inspección »mμFocus« ofrece grandes oportunidades para evaluar las superficies de forma mucho más exacta y detallada.










 Volver a la vista general
Volver a la vista general