



Measurement in the coordinate measuring system
The measured probe points are assigned by the coordinate measuring machines to a specific length measurement system along a specific axis of motion. The measurement software then processes this information and assigns it to specific points within the entire coordinate measuring system.
From the coordinates determined in this way, the CMM software then calculates the values for quantities not measured directly—such as lengths, angles, distances between two measurement points, etc.
The measurement points (actual values) determined in the coordinate measuring system (CMS) are finally compared with the values derived from the specifications, such as the tool designs (target values). If these do not match—that is, if there are measurement deviations, whether due to manufacturing defects or wear and tear—appropriate corrective action can then be taken.
What are 3D measuring machines?
“3D measuring machines” generally refer to machines that can measure the three-dimensional dimensions of a test object in a relatively short time—ideally in real time. When using compact linear or matrix-array cameras, these inspection machines can sometimes even be handheld or at least portable. However, portable CMMs are generally somewhat less accurate than conventional inspection machines.

Coordinate measuring technology
Many measuring instruments use what is known as coordinate measuring technology. The measuring instrument (the full name is “coordinate measuring machine,” CMM) uses a suitable sensor to record the exact coordinates of specific points on the surface of the workpiece.
In most cases, the coordinate system is aligned parallel to the orthogonal axes of the coordinate measuring systems.
Non-contact probing
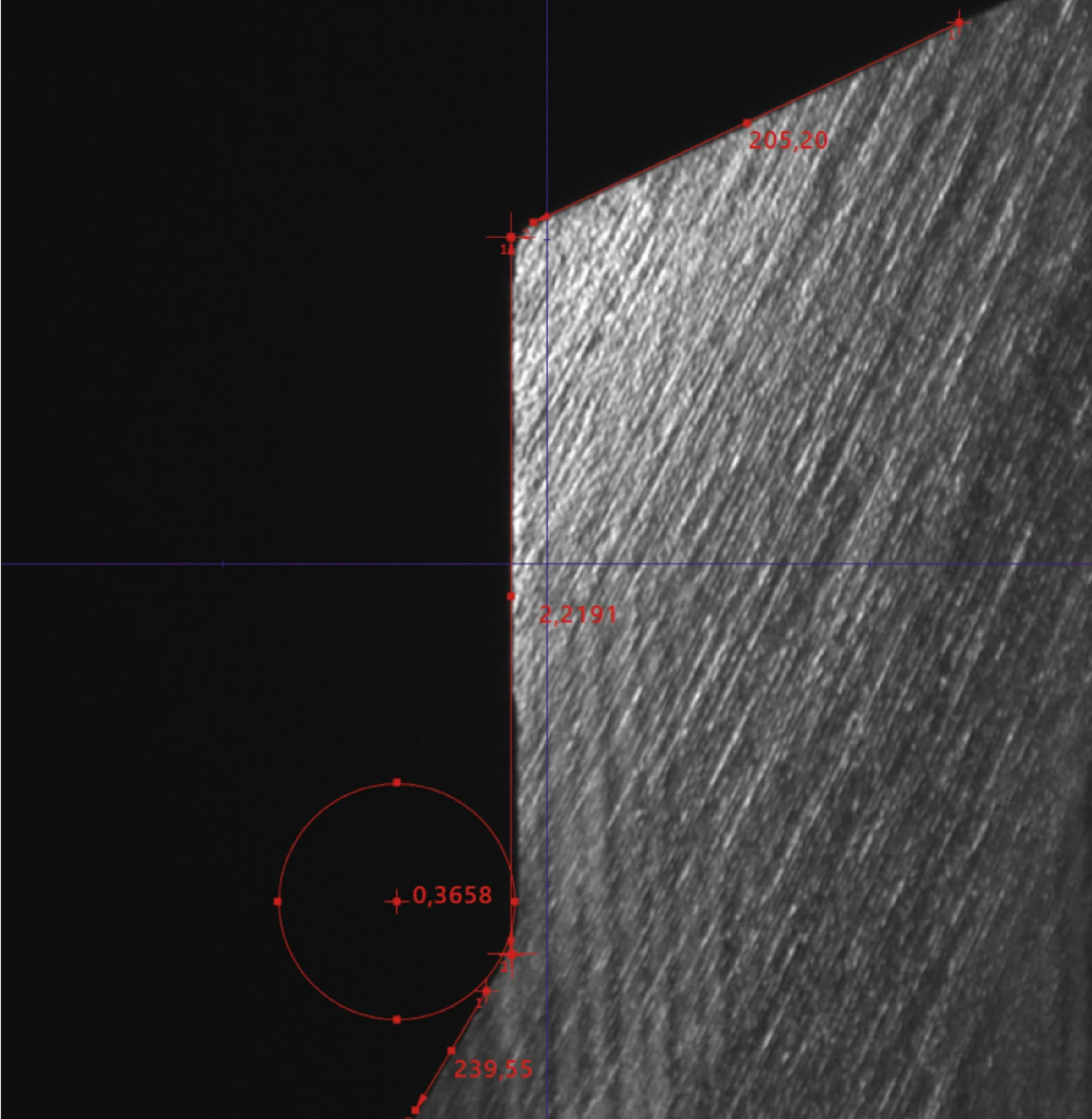
Non-contact probing, on the other hand, uses cameras, laser triangulation sensors, and other methods, employing optical or electrical sensors, for example. The measurement process takes place here without a probe ever coming into contact with the workpiece. Under certain circumstances, this can significantly speed up the measurement process.
Tactile probing
For the tactile (mechanical) probing of workpieces, measuring probes or styluses are used; a distinction is usually made between switching systems (which can only distinguish between the rest state and contact) and measuring systems (which can measure deviations within a narrow range).
Multisensor
Multisensor coordinate measuring machines combine various probing methods to not only achieve particularly accurate results but also to provide a particularly suitable measurement method for every requirement