

最高の精度を実現する信頼性

チップの穴あけ
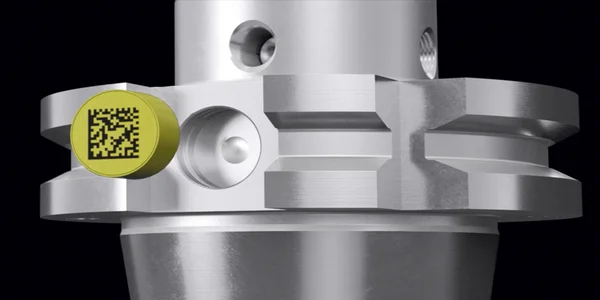
チップ用穴
RFIDチップやZOLLER »idChip«などのデータキャリアを、ZOLLER Toolingの工具ホルダーに取り付けるためのものです。中空シャンクテーパーHSK-A、急テーパーSK、多角シャンクテーパーPSCには標準装備されています。
ZOLLER »idChip«
工具ホルダーを確実に識別し、製品寿命を最大限に延ばすためのものです。ご要望に応じて、チップが固定された状態でバランス調整済みの工具ホルダーを、お客様の製造現場へ直接お届けします。
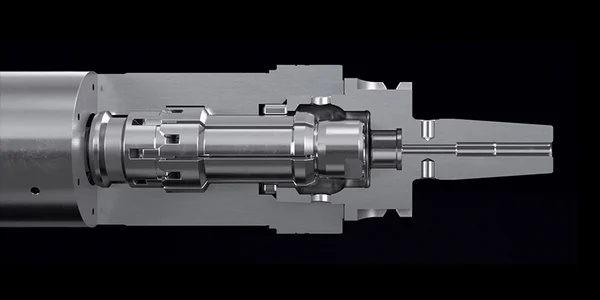
3溝技術
チップ穴と工具ホルダーの嵌合部において、接着剤による形状嵌合を保証し、確実かつ強固な結合を実現します。
4つのネジ穴
4つのネジ穴
標準収縮チャックの事後微調整用。
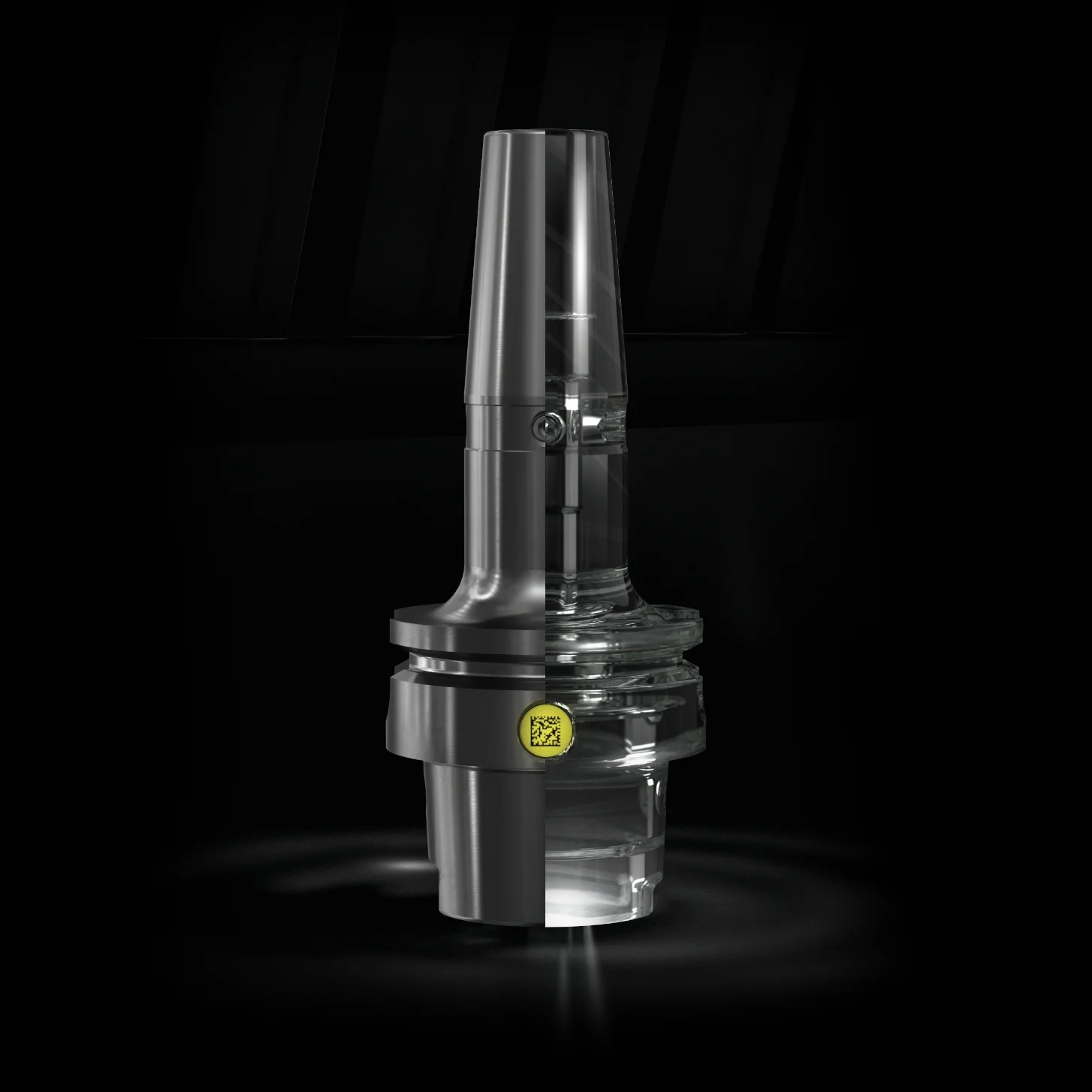
長いシュリンクフィット
導入半径付きの長尺収縮嵌合
シャフト全長にわたって工具が加圧されるため、最大の収縮力を保証します。
引き込み肩
高精度仕上げを施した引き込み肩
これにより、締め付け段における締め付けセグメントの最適な滑走と、スピンドル内の優れた締め付け力が保証されます。その結果、締め付け段における振れは最大10μm(DIN規格の5倍の精度)となります。
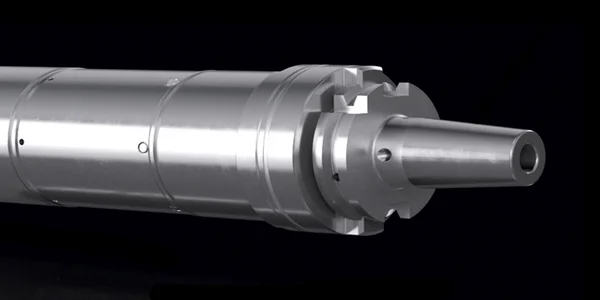
真円度公差
真円度公差
当社のツーリングソリューションは、3 µm未満の真円度を保証します。
精密バランス調整済み
精密バランス調整済み
ZOLLER Toolingのすべての工具ホルダーは精密バランス調整済みです(25,000 min⁻¹でG2.5、または最大残留不均衡量≤1 gmm)。これにより、加工時のスピンドル回転が安定し、ベアリングへの負担が軽減されます。その結果、スピンドルの寿命延長、最適なワーク表面仕上げ、および工具寿命の向上というメリットが得られます。
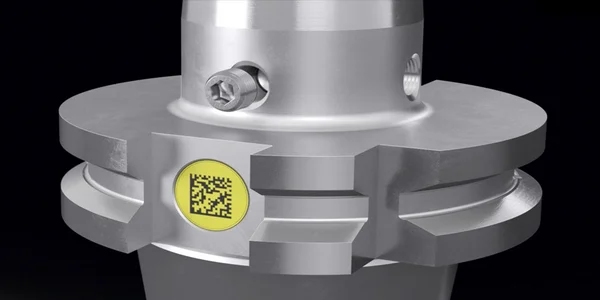
ドライブ溝
高精度仕上げを施したドライブ溝
溝の位置が100%正確に中心に位置することを保証し、スピンドルへの完璧な嵌合と優れたトルク伝達を実現します。
放出面積
硬質仕上げを施した排出面
工具交換時にHSK工具ホルダーが確実に外れることを保証します。
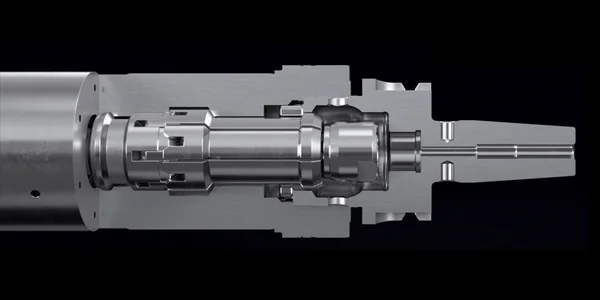
»coolTool«
»coolTool«
工具の刃先を完璧に冷却し、切りくずの流れを最適化し、刃先への切りくずの堆積を防ぎます。冷却剤用穴を斜めに配置することで、冷却剤が必要な場所、つまり工具の刃先に確実に到達します。これにより、最適な切削結果が得られ、工具の寿命を延ばすことができます。
チップ用穴
RFIDチップやZOLLER »idChip«などのデータキャリアを、ZOLLER Toolingの工具ホルダーに取り付けるためのものです。中空シャンクテーパーHSK-A、急テーパーSK、多角シャンクテーパーPSCには標準装備されています。
ZOLLER »idChip«
工具ホルダーを確実に識別し、製品寿命を最大限に延ばすためのものです。ご要望に応じて、チップが固定された状態でバランス調整済みの工具ホルダーを、お客様の製造現場へ直接お届けします。
3溝技術
チップ穴と工具ホルダーの嵌合部において、接着剤による形状嵌合を保証し、確実かつ強固な結合を実現します。
4つのネジ穴
標準収縮チャックの事後微調整用。

導入半径付きの長尺収縮嵌合
シャフト全長にわたって工具が加圧されるため、最大の収縮力を保証します。
高精度仕上げを施した引き込み肩
これにより、締め付け段における締め付けセグメントの最適な滑走と、スピンドル内の優れた締め付け力が保証されます。その結果、締め付け段における振れは最大10μm(DIN規格の5倍の精度)となります。

真円度公差
当社のツーリングソリューションは、3 µm未満の真円度を保証します。
精密バランス調整済み
ZOLLER Toolingのすべての工具ホルダーは精密バランス調整済みです(25,000 min⁻¹でG2.5、または最大残留不均衡量≤1 gmm)。これにより、加工時のスピンドル回転が安定し、ベアリングへの負担が軽減されます。その結果、スピンドルの寿命延長、最適なワーク表面仕上げ、および工具寿命の向上というメリットが得られます。
高精度仕上げを施したドライブ溝
溝の位置が100%正確に中心に位置することを保証し、スピンドルへの完璧な嵌合と優れたトルク伝達を実現します。
硬質仕上げを施した排出面
工具交換時にHSK工具ホルダーが確実に外れることを保証します。

»coolTool«
工具の刃先を完璧に冷却し、切りくずの流れを最適化し、刃先への切りくずの堆積を防ぎます。冷却剤用穴を斜めに配置することで、冷却剤が必要な場所、つまり工具の刃先に確実に到達します。これにより、最適な切削結果が得られ、工具の寿命を延ばすことができます。













Select language
Europe