Les mesures répétées effectuées sur des outils différents ont résulté pour le fabricant d'outils Hufschmied en l'obtention d'informations jusqu'alors insoupçonnées. Le Dr Fuentes explique : « Par exemple, nous avons mesuré par palpage les surfaces des outils de fraisage au niveau de la tige. Malgré des valeurs optimales pour la rugosité Ra, certains outils étaient régulièrement éjectés du mandrin de frettage ou du mandrin à expansion hydraulique en raison des forces de coupe. Nous les avons alors mesurés optiquement et sommes parvenus à des résultats étonnants. »
Les fabricants d'outils ont ainsi découvert que les résultats de mesure par palpage sont fortement en fonction de la direction. Cela concerne principalement les tiges à outil et les forces de serrage transmissibles qui en résultent. De plus, comme l'explique le Dr Fuentes, les résultats de mesure par palpage ne sont pas toujours comparables entre eux et ne peuvent pas toujours être utilisés pour évaluer la rugosité. « Il existe des différences notables dans le comportement des outils, bien que les rugosités moyennes et mesurées Rz de plusieurs outils soient en conformité.
D'après notre expérience, les procédés de mesure optique et les appareils d'inspection »mμFocus« de ZOLLER suffisent à évaluer en détail les relations entre les rugosités et le comportement des interfaces en termes de forces de serrage et de couples transmissibles. »
Avantages considérables
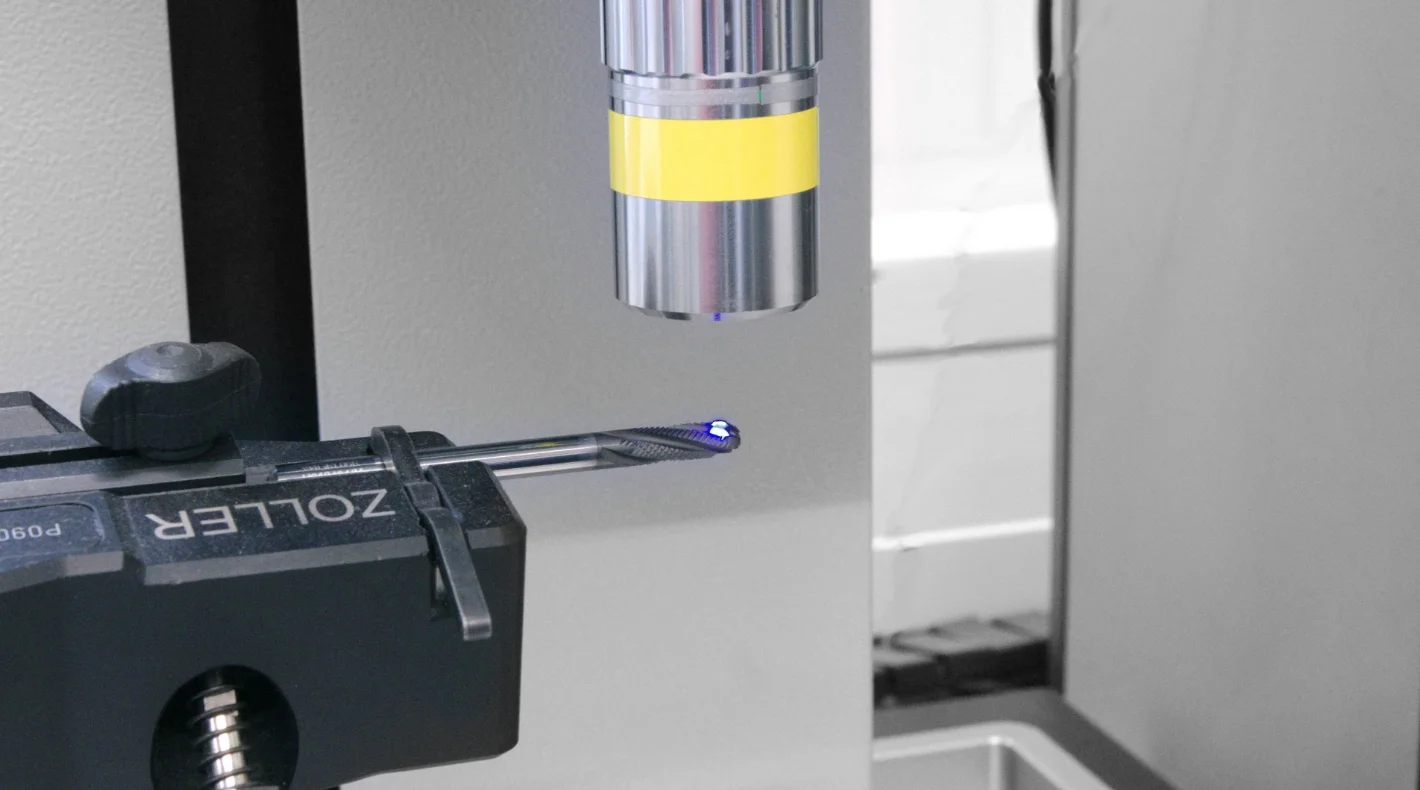
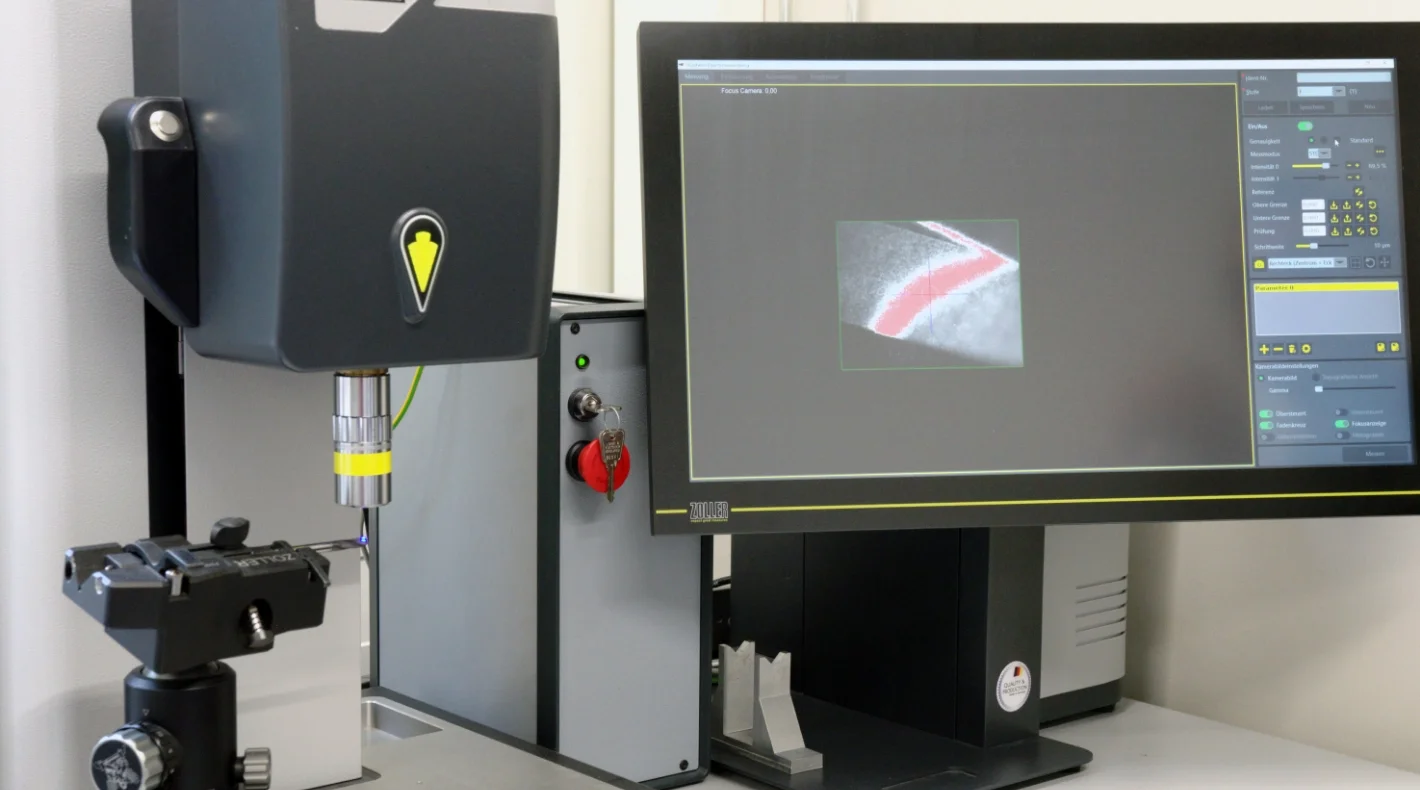
La mesure optique avec l'appareil d'inspection »mμFocus« de ZOLLER offre aux spécialistes du fabricant d'outils Hufschmied des informations inédites sur la texture des surfaces des outils. Il est ainsi possible pour la première fois de mesurer et d'évaluer la rugosité sur toute la surface, et non plus uniquement sur une ligne et dans une direction, comme c'est le cas avec la mesure par palpage. L'appareil d'inspection »mμFocus« saisit à l'aide d'un rayon de lumière une surface de 1,0 x 0,8 mm avec une résolution de 1,3 million de pixels. L'image de la surface sur l'écran couleur montre la structure en hauteur avec une résolution de 0,3 μm et des couleurs différentes. L'opérateur peut ainsi évaluer l'interface saisie et mesurée dans son ensemble. Il en résulte des conclusions inattendues. Sur certaines interfaces, par exemple sur la tige à outil, on peut ainsi reconnaître une orientation directionnelle claire des rugosités. Cela peut être dû au meulage des outils », rapporte le Dr Fuentes.
Des résultats similaires sont également obtenus pour les outils revêtus à l'aide du procédé de mesure optique microscopique. Si la rugosité arithmétique moyenne Ra habituellement mesurée est la même partout sur le revêtement, on observe toutefois des différences nettes sur les surfaces mesurées avec l'appareil d'inspection »mμFocus«. Cela concerne d'une part la nature des structures de hauteur et d'autre part les profondeurs de rugosité. On sait encore peu de choses sur les propriétés géométriques réelles des outils spécialement revêtus. De plus, les microgéométries ne peuvent être évaluées que de manière globale à l'aide des méthodes de mesure habituelles. La méthode de mesure optique innovante avec les appareils d'inspection »mμFocus« offre en revanche de grandes possibilités pour évaluer les interfaces de manière beaucoup plus exacte et détaillée.










 Retour à l'aperçu
Retour à l'aperçu